| Binder Specifications | Matrix 502 Binder
Part No 34528 |
Matrix 502 HD Binder
Part No 34529 |
| Softening Point (ASTM D36), min. | 88°C | 94°C |
| Tensile Adhesion (ASTM D5329), min. | 700% | — |
| Ductility, 25°C (77oF) (ASTM D113), min. | 400 mm | 400 mm |
| Penetration, 25°C (77oF) (ASTM D5329), max. | 7.5 mm | 6.0 mm |
| Low Temperature Penetration | ||
| -18°C (0oF) 200g, 60s (ASTM D6297, sec 9.1), min. | 1.0 mm | 0.5 mm |
| Flow 60°C (140oF), 5 hr. (ASTM D5329), max. | 3.0 mm | 3.0 mm |
| Resiliency, 25oC (77oF) (ASTM D5329) | 40-70% | 40-70% |
| Asphalt Compatibility (ASTM D5329) | Pass | Pass |
| Recommended Application Temperature | 380oF (193oC) | 380oF (193oC) |
| Maximum Heating Temperature | 400oF (204oC) | 400oF (204oC) |
| Bond, 50% extension, 25mm, 3 cycles (ASTM D5329) | -22oC | -10oC |
| Flexibility, (ASTM D5329) | -28oC | -16oC |
| Additional properties of Matrix 502 Binders are as follows. | ||
| Test
Brookfield Viscosity, 400°F (204°C) (ASTM D4402) |
Requirements
4000 cp max. |
Crafco
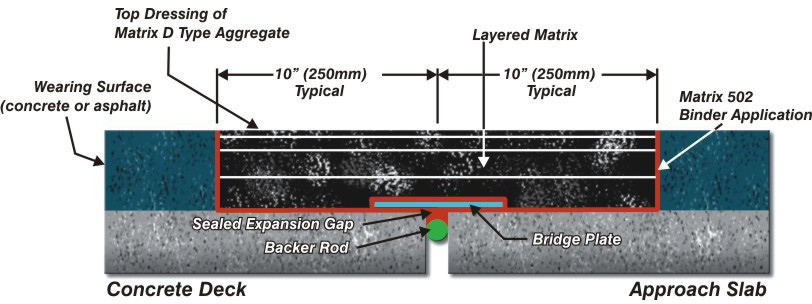
The Crafco Matrix 502 Asphaltic Plug Bridge Joint System is a hot-applied field-molded and constructed expansion joint system that is primarily composed of a uniquely formulated polymer modified asphalt binder that is mixed with specially selected and processed aggregate.
The Matrix 502 Joint provides a watertight, smooth riding joint that can accommodate up to ± 1 inch (25 mm) of annual joint movement, can be used for expansion gaps up to 6 inches (15 cm) wide, and can be installed in joints with up to a 45 degree skew. The joint is installed in cutouts in the deck surfacing that are a minimum of 2 inches (5 cm) deep, up to a maximum of 8 inches (20 cm) deep and at a standard width of 20 inches (51cm).
Maximum joint width is 24 inches (61 cm). The Matrix 502 Joint can be used for both expansion and fixed end joints at abutments or piers in many bridge types including concrete slab, concrete beam, pre-stressed concrete and steel beam, either simple or multi-span, in both new construction or rehabilitation projects. The joint is placed in the deck surfacing layer of either asphalt concrete or portland cement concrete to a minimum depth of 2 inches (5cm).
Completed joints are black in color. The Matrix 502 Joint can also be used as a pressure relief joint on bridge approach slabs.
Compared to conventional anchored bridge joint systems, Matrix 502 Joints are low cost, quick and easy to install and easy to maintain.
The Matrix 502 Asphaltic Plug Bridge Joint System meets requirements of ASTM D6297, “Standard Specification for Asphaltic Plug Joints for Bridges”
Crafco Matrix 502 Asphaltic Plug Bridge Components
The Matrix 502 Asphaltic Plug Bridge Joint System is primarily composed of Matrix Binder and two grades of aggregate.
Additional components include backer rod, bridging plates and locating pins. Details and specifications for these components follow.
MATRIX BINDERS, Part Nos. 34528, and 34529
Matrix Binders are specially formulated hot-applied polymer modified asphalt products that are mixed with aggregate forming a bonded, flexible, extensible, compressible and traffic resistant joint system.
Matrix Binder is provided in 2 grades. Matrix 502 (Part No.34528) is the standard grade used in cool to moderate climates, that meets the polymer modified asphalt requirements of ASTM D6297. Matrix 502 HD (Part No. 34529) is a stiffer formulation for hotter climates and high traffic areas.[/vc_column_text]
Crafco Packaging
consists of individual boxes of product which are palletized into shipping units. Boxes are made from corrugated kraft board with a minimum rating of 44 ECT. Boxes contain a non-adherent film liner that permits easy removal of product from the box and quickly melts into the product during heating. Boxes use tape closure and do not contain any staples. Boxes are made from renewable resources and are fully recyclable. Pallets contain 75 boxes stacked in layers. Weight of product in boxes is approximately 30 lbs. (13.6 kg). Pallet weights are approximately 2250 lbs. (1020 kg). Pallets of product are weighed and sold by net product weight, not including weight of the boxes, pallet and outer wrapping. Boxes are labeled with the manufacturer, product name, product part no., product lot no., heating temperatures, safety information and use instructions. Palletized units are protected from the weather using a minimum 3 mil thick plastic bag, a weather and moisture resistant cap sheet and a minimum of 2 layers of 6 month u.v. protected stretch wrap. Pallets are labeled with the product part number, lot number and net weight. Installation instructions are provided with each pallet of product.
AGGREGATES – Structural Aggregate, Part No. 33033, and Gray Surfacing Aggregate, Part No. 33375SA
These are specially selected hard durable igneous aggregates that are screened to specific gradations, double washed, dried and packaged in 50 lb (22.7 kg) bags. Structural Aggregate is mixed with the Matrix Binder to produce the Matrix 502 Mixture for filling the joint. Gray Surfacing Aggregate is a finer grade, used to surface the completed joint.
Bridging Plates
Steel Bridging Plates are used to span the expansion gap, to function as a bond breaker and to support traffic loads. Bridging plates for expansion gaps up to 3 inches (7.6 cm) wide are ¼ inch (6 mm) thick, 8 inches (20cm) wide and between 36 and 60 inches (0.9 and 1.5m) long. For expansion gaps from 3 to 6 inches (7.6 to 15 cm) wide, plates that are 3/8 inch (10 mm) thick, 12 inches (30 cm) wide and between 36 and 60 inches (0.9 to 1.5 m) long shall be used. Plates are to have 3/16-inch (4.8mm) diameter holes along the centerline spaced at 1 ft (30 cm) intervals for placing locating pins to aid in centering the plate over the expansion gap. Plates are cut during installation to required lengths to cover the entire length of the expansion gap.
Locating Pins
16D galvanized common nails are placed through the holes in the bridging plates and down into the expansion gap opening to center the plate.
Backer Rod, Part No. 34609
Closed cell heat resistant backer rod is used to provide back up in the expansion gap opening. Backer rod is 2 inch (5cm) diameter and supplied in 6 ft (1.8m) lengths. Backer Rod meets requirements of ASTM D5249, “Standard Specification for Backer Material for Use with Cold and Hot Applied Joint Sealants in Portland Cement Concrete and Asphalt Joints, Type 1”. If required for narrow or wide expansion gaps, other diameters can be used.
Overview of Installation Procedures
Following is an overview of installation procedures for the Matrix 502 Joint. For complete detailed installation procedures, refer to the “Installation Instructions for Matrix 502 Asphaltic Plug Bridge Joint System”.
- Transversely sawcut the surfacing layer full depth to the deck surfacing on each side of the joint. Standard joint width is 20 inches (51 cm) but can be up to a maximum of 24 inches (61 cm), and centered over the expansion Minimum sawcut and joint depth is 2inches (50 mm).
- Break out and remove all material between the sawcuts, including any waterproofing if present, down to the concrete deck surface. This forms the joint blockout. The deck surface must be sufficiently level across the expansion gap to allow the bridging plate to lay If needed, the deck surface can be repaired using a rapid setting concrete repair material.
- Clean the blockout area and thoroughly dry with a hot air
- Place backer rod into the expansion gap to the appropriate
- Fill the expansion gap with the heated Matrix Binder at 380-400F (193-204 C) and overfill onto the deck
- Embed bridging plates into the hot Matrix Binder and center over the expansion gap using centering Butt the plates at ends.
- Tank (coat) all vertical and horizontal surfaces, including the bridging plate with a layer of hot Matrix
- Heat the Structural Aggregate to 275-375°F (135-163°C) in an appropriate rotating drum mixer. Heat Matrix 502 Binder to 380- 400°F (193-204°C) in a double jacketed
- Add Matrix Binder to the hot aggregate (approximately 1 gallon per 50 lbs of aggregate) and mix in the mixer to thoroughly coat the This creates the Matrix 502 Mixture. Final mix temperature shall be 300-350F (149-177°C).
- Place the hot Matrix 502 Mixture in the joint blockout in a layer between 3/4″ and 1 1/2″ (19-38mm) thick. Rake the mixture to level in the
- Flood the leveled mixture surface with heated Matrix Binder to fill voids before placing the next
- Place additional layers of Matrix 502 Mixture followed by flooding with hot Matrix Binder to fill the joint blockout within ½ to 1 inch (12-25mm) of the pavement
- For the last layer, slightly overfill the joint blockout by approximately ¼- ½ inch (6 – 12 mm) with Matrix 502 Mixture and compact to surface
- Carefully heat the top surface of the compacted mixture with a heat lance and spread a thin layer of Matrix Binder over the mixture
- Immediately apply a layer of Gary Surfacing Aggregate onto the hot binder and compact the aggregate into the
- Allow the joint to cool, sweep any loose aggregate, clean up the job site and open to traffic.